(PRTIMES)経済産業省の工業統計によると日本製足袋の全国出荷額は、1980年より減少をし続け、既に40年もの時が経過しました。
福助株式会社 代表取締役社長 佐橋由文が会長を務める日本足袋工業会(事務局:福助株式会社)は、かねてよりこのような状況を危惧しておりましたが、昨年発生した新型コロナウイルスによる影響は今までと比較にならない程の大打撃となり、足袋の生産業者にとってはまさに存続の危機に面しています。足袋を着用するイベント(結婚式、謝恩会、観劇、祭り…)だけでなく、学校での部活動(弓道、茶道)が休止や激減したことで、足袋の需要がほとんどなくなったのです。 和装にとって、まさに“名バイプレイヤー”といえる足袋。日本製足袋はきものを引き立たせる美しい足もとを演出するだけでなく、はき心地の良さや丈夫さを兼ね備えています。そして、それを生み出すのは職人の高い技術力と豊富な経験によるものです。数多くの工程と複雑な作業を伴う足袋の製造は全て職人の手によっておこなわれますが、それは大変繊細で数日間休むだけでも腕が鈍ってしまうため、簡単に休業するという選択肢が取れません。職人を守るため、事業を継続するためにも、事業時間の短縮や新たなタイプの足袋の開発、足袋とは異なる製品の製造など、各社の努力によって、何とか日々稼働し続けております。
足袋はきものと違い目立つ存在ではないため、世間から注目されることが殆どありません。ですが、きものと同様、日本古来の伝統的な衣装であり、守るべき日本文化のひとつです。
足袋という日本文化が衰退しないためにも、この機会に少しでも足袋に興味をもっていただき、コロナ収束後には一人でも多くの方が和装で出かけ、日本文化に触れていただけることを願っています。
尚、足袋業界についてより多くの方にご理解いただくため、当会員に対し実施したアンケート結果や足袋、足袋業界に関しお知らせします。
- 【日本足袋工業会へのアンケート】
(会員14社のうち回答者数10社/2021年2月実施)
Q.2020年度(2020年4月~2021年3月)の足袋の生産予定数量は、2019年度(2019年4月~2020年3月)と比較しどうなる見込みか?
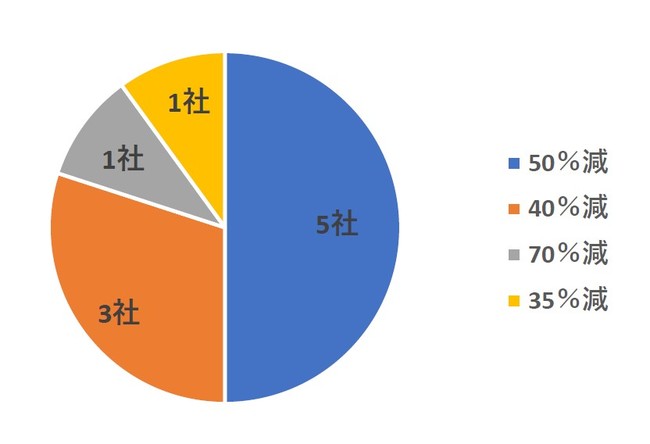 足袋の生産予定数量
足袋の生産予定数量
Q.今後の事業に対する思いは?
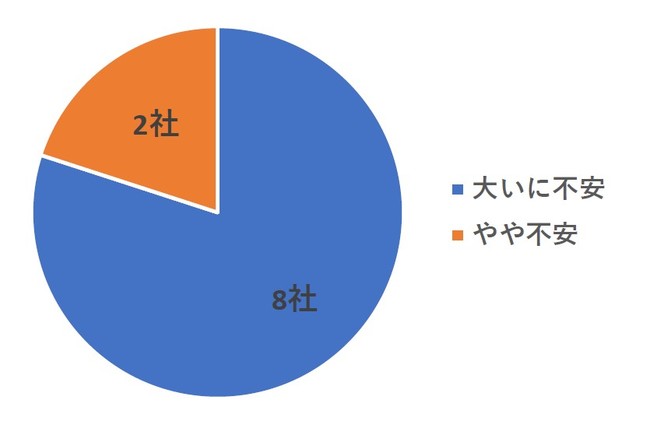 今後の事業に対する思い
今後の事業に対する思い
Q. コロナ禍での事業はどのような状況ですか (自由回答/一部抜粋)
・ほとんど仕事がない
・従業員数を削減
・10月から週5日休業しているが在庫は減らない
・少人数でのワークショップを実施しファンの構築をめざしている
・雇用調整助成金を頼りに雇用維持に努めている
・従業員を休ませ、助成金などでやり繰り
・マスクや防御服などの製造を行っている
・週休3日にし、午前のみの稼働にしている
他
Q. 10年後の足袋業界はどのようになっていると思いますか(自由回答/一部抜粋)
・毎年の売り上げ減に加えコロナの影響で廃業・倒産が増える
・継続できるのは限られた企業のみになると思われる
・継続できるのは1社か2社程度で、当社は難しいかもしれない。
・市場規模がコロナ以前の50~60%程度になるのでは
・消費量はさらに減少する
他
- 【足袋の業界と製品について】
<足袋製造業所数や出荷額に関する推移>
| 足袋製造業所数 | 足袋製造従事者数(人) | 足袋出荷額(百万円) | |
| 1980年 | 157 | 1,853 | 8,240 |
| 1990年 | 86 | 1,108 | 8,072 |
| 2000年 | 62 | 644 | 4,694 |
| 2021年予測 | 11 | 不明 | 不明 |
*経済産業省の1980~2000年工業統計表より、足袋製造業について抜粋*2001年以降は和装業種として取りまとめられたため、足袋製造業としては不明
1980~2000年の経済産業省工業統計「足袋製造業」によると、製造業所数・出荷額ともに年々減少し、現在の国内の足袋製造業所数は11社程度。主要産地は埼玉県、徳島県、岡山県、香川県です。
- 【足袋の歴史】
室町時代以降、草履の普及とともに、武士の間では皮革製の足袋が普及。1657年に起こった「明暦の大火」の後には防火対策になる皮革の値段が高騰。そのため、足袋に木綿を使用したところ、肌触りがよく履き心地がよいと評判となり、急速に普及する。白の無地の他に、染め分け足袋やうね刺し足袋という、絹糸で刺した足袋などさまざまな種類も登場しますが、次第に白、黒、紺が主流になります。
江戸の武士の間では、礼装の際に白足袋を用いるという考え方が広まり、また 江戸町人は、紺足袋を用いるようになります。宝暦 (1751年) 頃からは薄地の夏足袋も作られ、一年中履かれるようになります。元禄(1688~1704年)の頃には、現在の足袋の原型となる、足首を「鞐(こはぜ)」で留める足袋が開発されますが、農村部を中心に一般庶民には紐で結ぶタイプの足袋も依然として使用されており、「鞐掛け(こはぜがけ)」の足袋が広く普及するのは明治時代に入ってからです。
明治時代になると、足の保温効果や利便性、またはファッションの観点から一般庶民へと広く普及していきましたが、戦後以降は、和服から洋服への転換が進み、日常的に足袋を履く機会は失われていきました。
- 【足袋の製造工程】
① 原料検査(検反):足袋の表地となる生地は、折り重ねてから色と風合いのチェック
② 生地引(キジビキ): 延反台に原反を重ねて伸ばし、裁断工程に移行する
③ 裁断:生地を足袋型に裁断
④ 組み合わせ:生地を表・裏に組み合わせる
⑤ 受糸(ウケイト)通し: 甲馳掛(コハゼカケ)の受糸を甲部分親指側の表生地に通す
⑥ 受糸押さえ: 甲馳掛の受糸が抜けないように表面からミシンで細かく押さえ縫いをする甲馳掛の受糸の裏に出る部分と押さえの糸だけが重なるように縫う
⑦ 甲馳付(コハゼツケ):専用ミシンを使い甲馳の金属にある3つの穴に針を通し、二重縫いにし、生地に頑丈に縫いつける
⑧ 地縫(ジヌイ):表地と裏地を縫い合わせる
⑨ 地返し(ジガエシ):地縫の後、甲部分親指側を表に返す
⑩ 甲部分の四ツ指側の中に甲部分親指側生地を入れる
⑪ 立甲(たつこう):甲部分側の生地(表裏で4枚)を重ね、数足分を一気に縫い合わせる
⑫ 側返し(ガワガエシ):立甲(たつこう)の後、表に返す
⑬ 丸止(マルドメ):履いた際に力の非常にかかるかかと踵が開かないよう、「○(丸型)」のステッチで止め縫いを行う
⑭ 先付(サキツケ):甲部分の指先と底生地を合体させる最初の工程で、繊細なギャザーで指先のふくらみを作りながら底と縫い合わせる
⑮ 廻り縫い(マワリヌイ):側生地(ガワキジ)と底生地を指先からかかと方向に向けて袋状に縫い合わせる
⑯ 絡い(マツイ):底布裏の際周りに千鳥縫いを施す
⑰ 仕返し(シガエシ):足袋を表返しにして突き棒で形を整える
⑱ 仕上げ:木型を入れて更に整形する
⑲ 最終検査:各工程後の抜き取り検査以外に、更に全工程の検査を行う。
⑳ アイロン:アイロンをかけ、生地の小ジワを伸ばす
㉑ 検針:製品の安全を最終チェックするための検針(機械に反応しないよう、コハゼ甲馳は銅とスズ錫の合金にメッキ加工が施されている)
*企業によって製造手法は異なる場合があります
- 【足袋の製造風景(一部)】
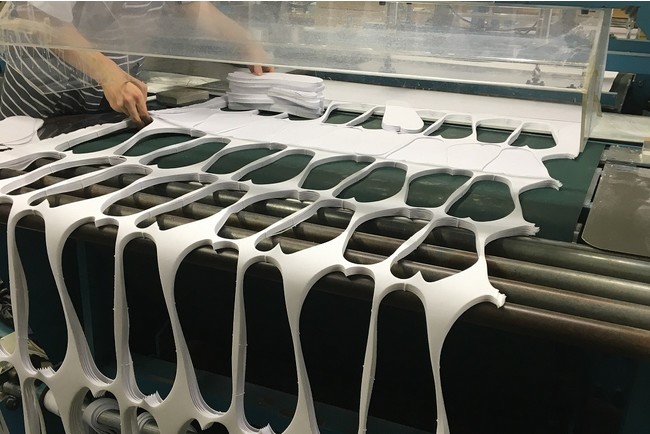


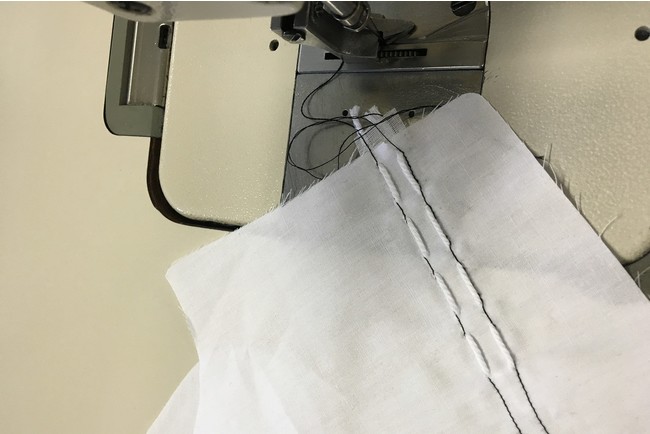




*企業によって製造手法、使用器具は異なる場合があります
- <日本足袋工業会について>
名 称:日本足袋工業会
設 立:昭和34年(1959年)
会 長:佐橋 由文(福助株式会社 代表取締役社長)
加盟企業:14社(・株式会社イサミコーポレーション・いづり工業株式会社・ガクヤ株式会社・きねや足袋株式会社・京姫足袋本社・株式会社キントキ・四国フクスケ株式会社・株式会社田辺商店・
東海足袋株式会社・友田長吉商店・白鹿足袋株式会社・福助株式会社・株式会社ブンラク・美津菱足袋株式会社)*50音順
活動内容:足袋についての消費動向、生産状況、技術、原料や労務などの情報交換や調査研究を行い、品質の向上を図り、社会福祉に貢献するとともに共存共栄の成果を期す
所 在 地:東京都江東区青海2-4-24 青海フロンティアビル11階・12階 福助株式会社内
TEL 03-5500-6459


